 时刻新闻
时刻新闻
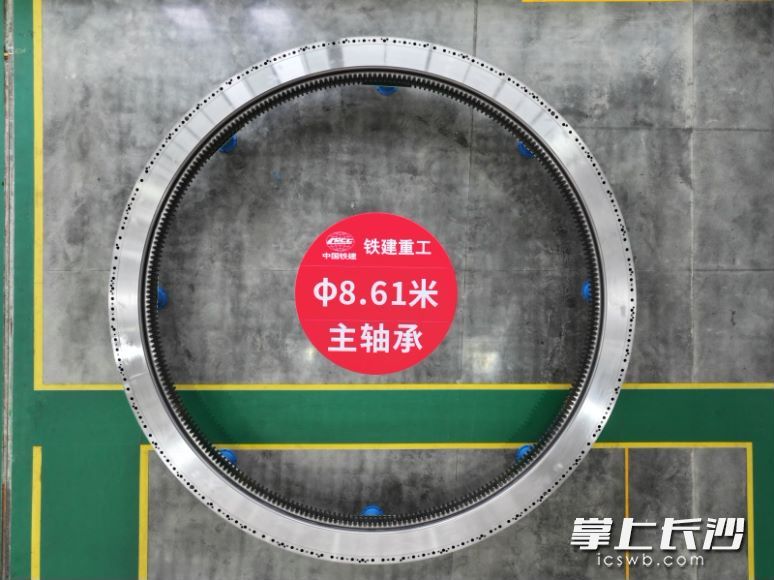
10月12日上午,随着一块巨大红布缓缓拉开,直径8.61米盾构机主轴承在长沙下线,这是迄今全球直径最大、单体最重、承载最高的整体式盾构机主轴承。它的成功研制,标志着国产超大直径主轴承研制及产业化能力跻身世界领先水平,意味着盾构机主轴承取得全面国产化,实现了国产盾构机主轴承从中小直径到超大直径型谱的全覆盖。
这套主轴承由中国铁建重工集团自主研制,可用于驱动18米超大直径盾构机,产品重达62吨,立起来有三层楼高,能够承受超万吨级载荷;在直径8米多的滚道平面内,平面度小于20微米,制造难度不亚于在米粒上雕花。
主轴承作为盾构机的“心脏”部件,需要直面盾构机超重载、大偏载、频变载等极端恶劣工况考验,其服役寿命与可靠性受材料、设计、制造和试验等多种关键因素制约,研制难度更是随尺寸增加而倍增。此前,超大直径盾构机主轴承关键技术被国外企业长期垄断。
中国铁建重工集团首席科学家刘飞香介绍,铁建重工联合上下游企业、高等院校展开协同攻关,在铁建重工长沙第二产业园建成了国内最大、国际领先的盾构机主轴承生产线,已成功研制出3米至7.6米全系列主轴承;打造了全球最大的主轴承工况模拟试验台,解决了大型低速重载主轴承难以试验验证的世界性难题。
刘飞香介绍,在产品研制过程中,研制团队从设计、材料、制造、试验等环节多向发力、全面攻关,最终实现了直径8.61米盾构机主轴承从无到有、从有到优的突破。在自主设计上,研制团队开发了大直径重载主轴承专业计算软件,尝试了上百种材料和工艺,开展了上千组理论校验和设计优化,历经3米至7.6米直径多规格主轴承的设计、制造、试验的闭环验证提升。
与此同时,在材料攻坚中,铁建重工联合钢厂突破大吨位高品质钢材模铸工艺,成功研制了高性能长寿命轴承钢;在制造工艺上,有效解决了直径8.61米超大尺寸维度下薄壁环变形控制、高精密大模数齿硬铣、复杂型面热处理等制造难题;在试验验证中,通过多规格主轴承的工况模拟试验,充分验证了自主研制产品适应复杂严苛工况的长寿命服役能力。
据了解,盾构机主轴承被列入制约我国工业发展的35项“卡脖子”关键技术,是盾构机全产业链自主化的“最后一环”。随着8.61米国产超大直径盾构机主轴承顺利下线,我国企业彻底攻克并自主掌握了盾构机主轴承全系列产品从设计、材料到制造、试验全过程关键核心技术,使国产盾构机有了全系列的“中国心”。
来源:长沙晚报
作者:伍玲
编辑:李丽